










































MARYSVILLE, OH – The frosted glass doors slide open to reveal an ethereal white space, more hi-tech lab than factory. There’s no smell, very little noise, and most notable of all – none of the oil or dirt usually associated with a manufacturing plant. There’s a sense of expectation that something special happens here. Indeed, it’s a fitting birthplace for a supercar purported to be the only one of its kind designed, engineered, and manufactured in America.
The Performance Manufacturing Centre, or PMC, is a 200,000 square foot, state-of-the-art facility not far from Columbus, Ohio, dedicated solely to producing the Acura NSX. Opened in 2016, the US$70 million plant was inspired by such high-quality, low-volume operations as Ferrari, McLaren, and Lamborghini.

The NSX relies more on human craftsmanship than mechanization, though not to the extent of such coach-built marques as Rolls-Royce or Bentley, which are hand-built – right down to the upholstery stitching – all under one roof. The car’s nine-speed dual-clutch transmission is shipped in from Japan, the engine is hand-built at Honda’s nearby Ana plant, and seats and body panels are manufactured elsewhere, but the final assembly takes place here, one car at a time, up to eight cars a day.
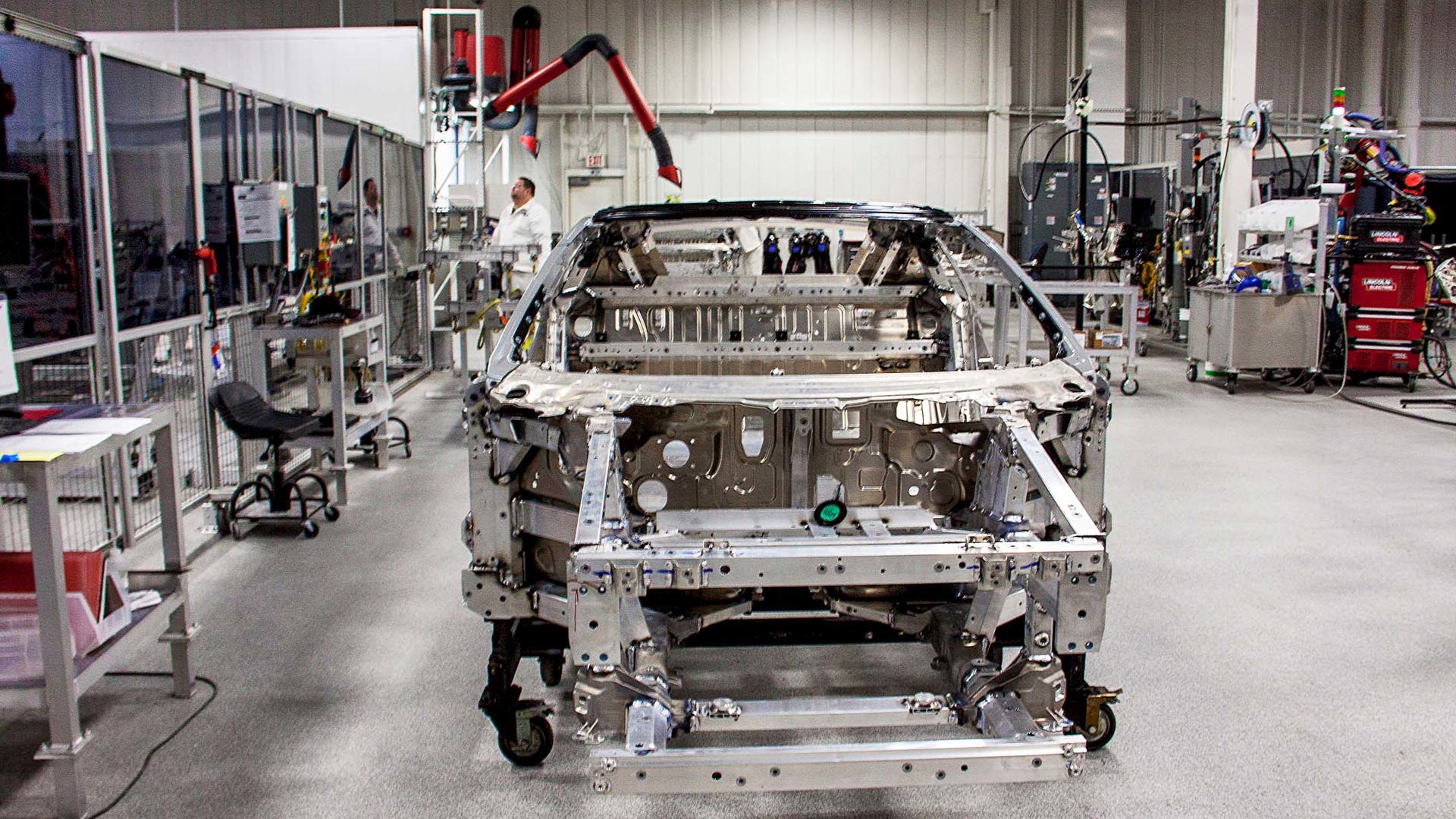
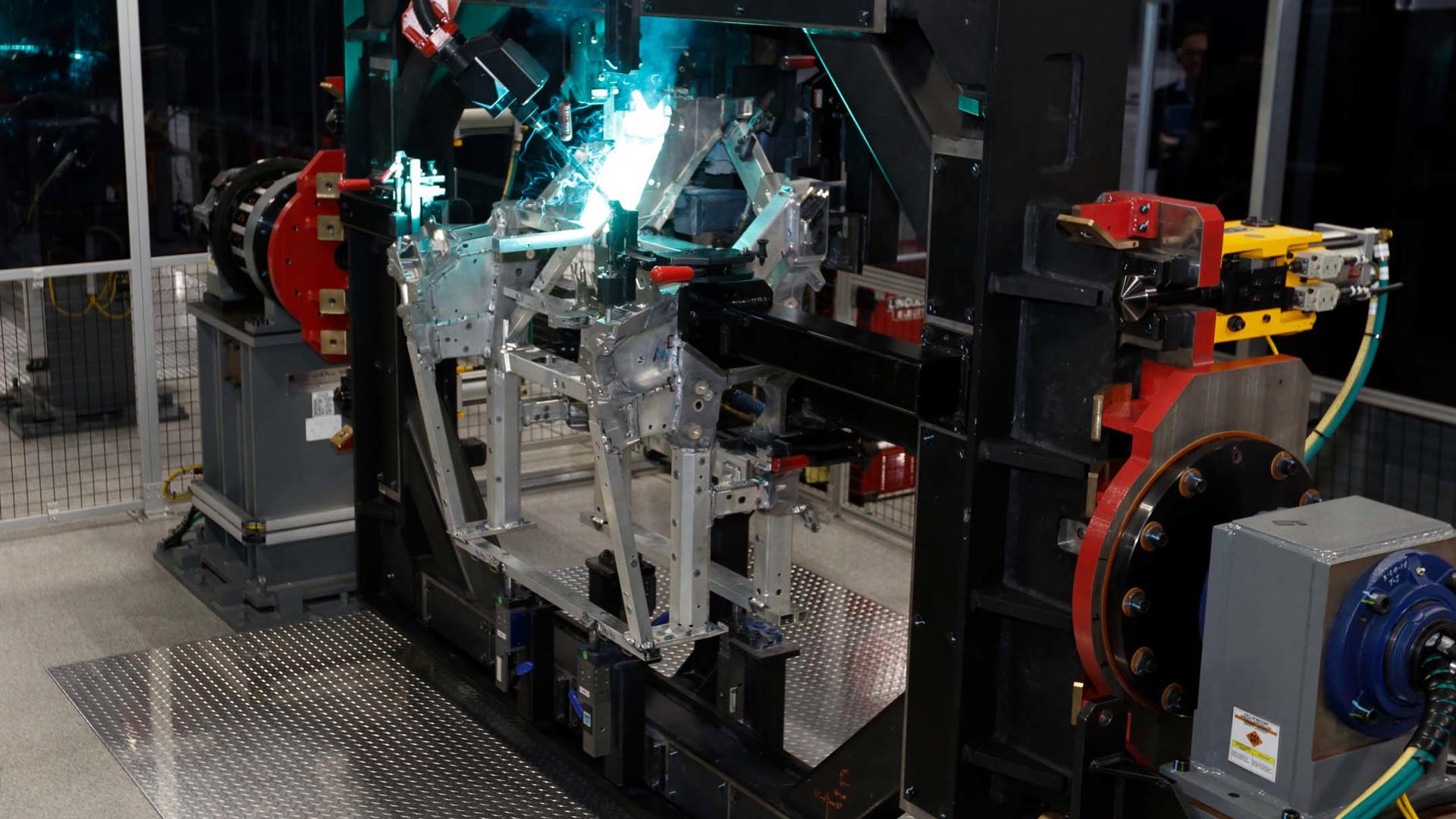
Built from the inside out, the NSX starts with a multi-material space frame, the skeleton around which the supercar will eventually take shape. Although the individual steel pieces for the rigid frame, such as the narrow A-pillars, are stamped and extruded elsewhere, the hollow aluminum parts are created here at PMC. A patented process called ablation casting is used to create the crush zones. Molten aluminum is poured into sand moulds, then carefully timed blasts of water wash away the sand while instantly cooling the metal. The rapid cooling, and the aluminum’s chemical composition having been tweaked to be super strong – yet less brittle and more crash-resilient – made it possible to design shorter front and rear overhangs. Mounted on a rotisserie, the frame is rotated 360 degrees where more than 800 welds are applied by a squad of eight MIG robots to join the aluminum structure. Elsewhere, self-piercing rivets are used to ensure lightweight, watertight joining of differing materials.

Each chassis passes through a Quality Confirmation Centre, to be analyzed for accuracy by coordinated measuring machines.
There’s no assembly line here – the frame sits on a rolling cart and is pushed by technicians from station to station through the various phases of production. It takes about 14 hours for the NSX to pass through all 22 stations, with the help of 100 human technicians, and finally emerge a finished car. From the beginning, the facility was designed with the customer in mind: no walls break up the vastness of the clean white space and it’s easy to follow the car and see it gradually take shape. There are two paint booths – one for the frame, the other for body panels – and since they’re mostly enclosed by large expanses of glass, they’re open to observers from every vantage point.
At this point, the frame is ready to undergo the e-coating treatment, where it’s lowered into a succession of tanks consisting of caustic pre-treatment cleaner, two water bath rinses, and then a zirconium dip tank – the first automotive use of this electrically applied black primer that doesn’t produce environmentally harmful sludge. It’s then baked for 50 minutes at 340 degrees F and put on yet another rotisserie, where technicians use precision-aimed lights to apply sealants.

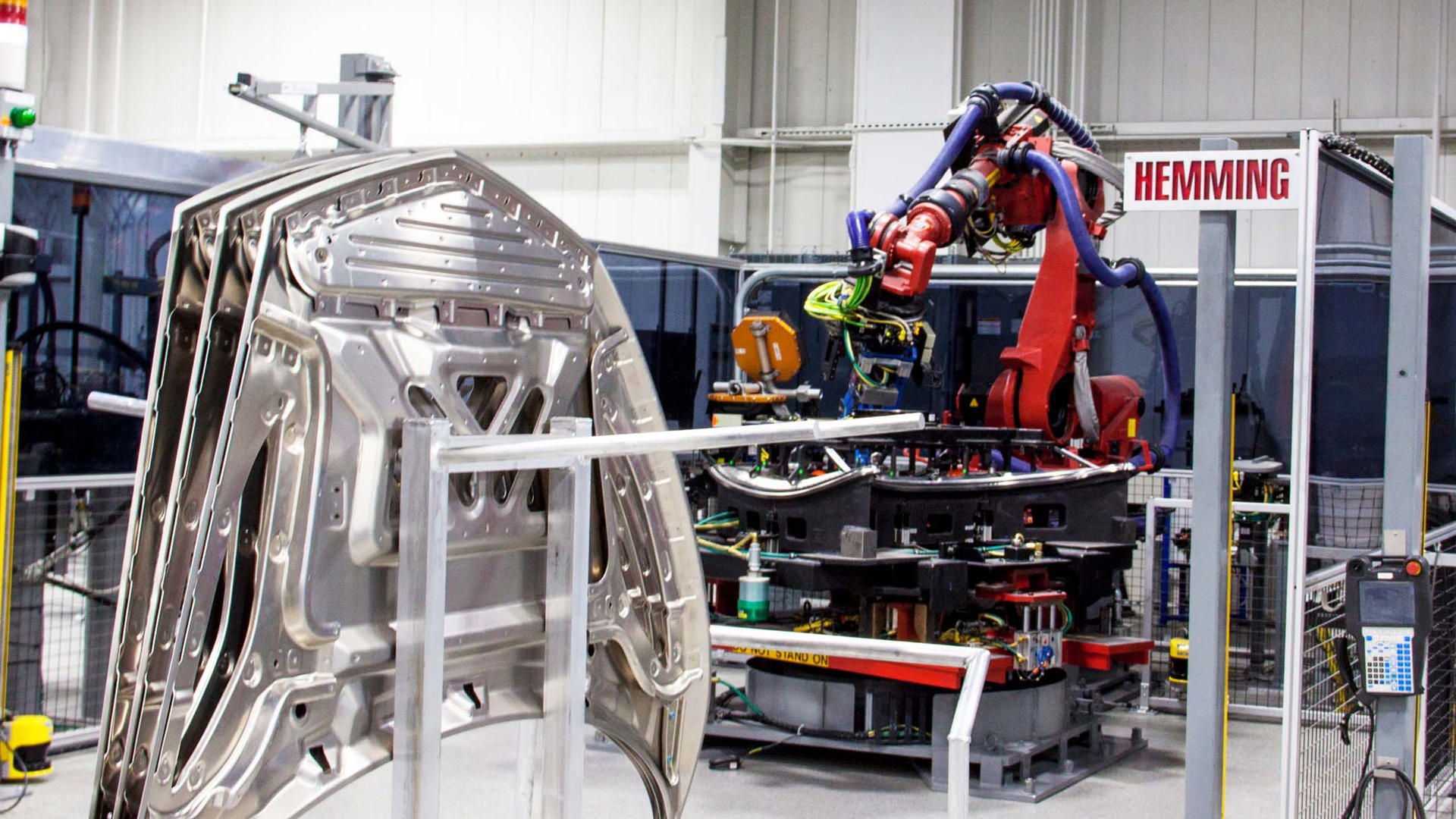
Body panels – such as doors, hood, and rocker panels – are sent to the second paint booth where they’re meticulously sprayed by both human technicians and a squad of robotic arms that fly around like a nozzle-wielding hydra. Each piece receives another primer – up to five coats of base, two applications of clear coat – and is then baked for 45 minutes and given 16 hours to cure. After two more layers of clear coat and a final baking, the panels are ready for polishing. Each panel is inspected, the technicians wearing soft leather gloves so as not to mar the pristine finish that can add up to US$6,000 per vehicle.
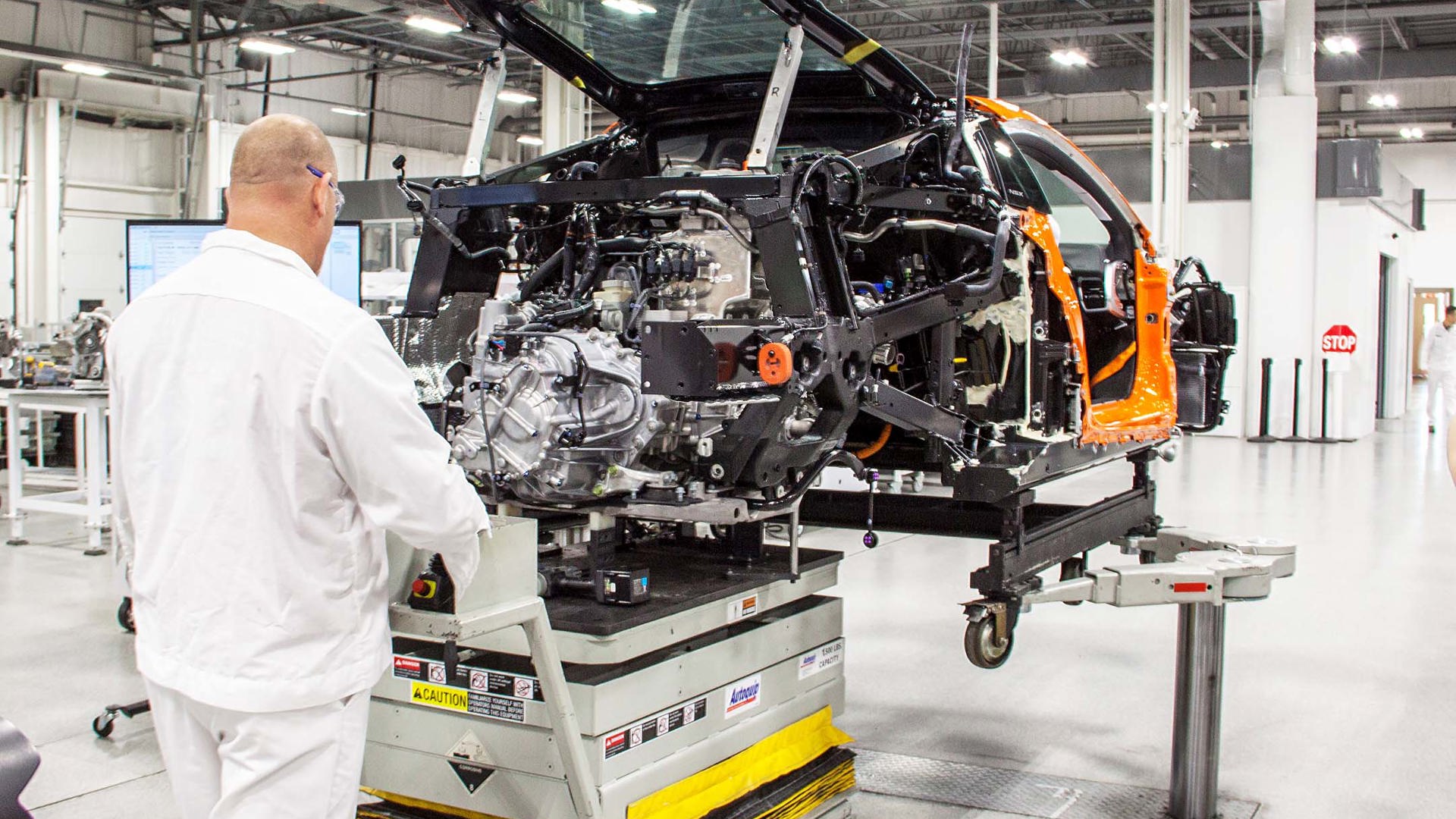
Meanwhile, the space frame has been slowly working its way through the 22 stations, acquiring suspension, wiring, fluid conduits, and interior components. Aside from glue and bonding application, every aspect of the final assembly is done by human technicians. Every bolt is hand-tightened, then torqued using wireless tools that record the information for a central data bank. The car cannot proceed to the next station until every procedure has been approved by a monitoring system.

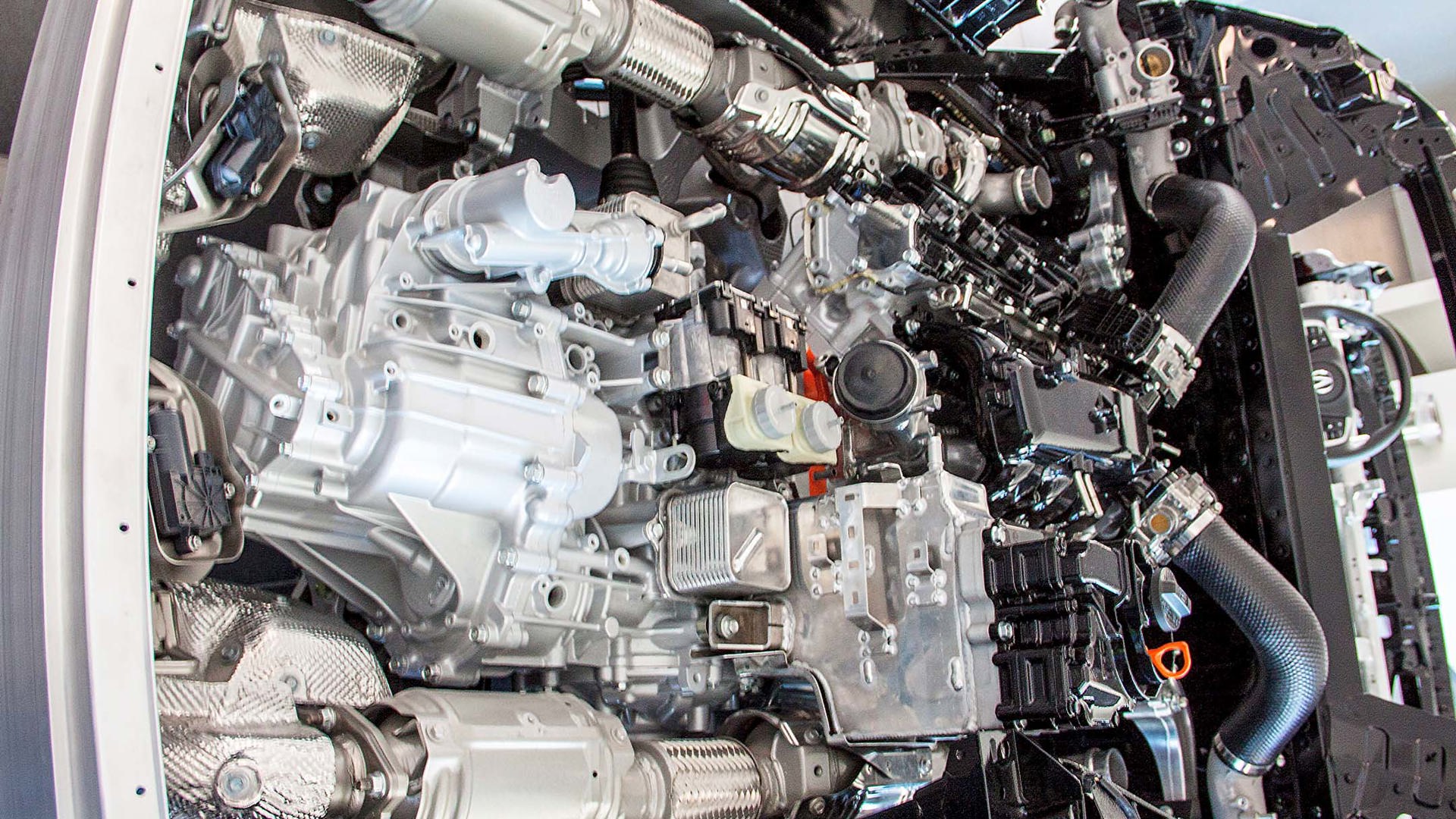
The “marriage” of car to engine is usually accomplished with little fanfare, as one after the other, the shells are mechanically lowered onto the conveyor belt of waiting powertrains. Here, the joining is consummated with a touch more personal attention. The hand-built 3.5L twin-turbo V6 – mated to the nine-speed dual-clutch transmission with a single electric motor between them – is now carefully lifted up into the waiting frame of the NSX by a pair of technicians. Mounted just forward of the rear axles, the mid-engine setup will drive the rear wheels, while a pair of electric motors powers the fronts.
After the suspension, interior, seats, and controls are installed, the body panels go on last to help minimize any chance of damaging their finish. The wheels are then aligned using mirror reflectors attached to the central hub, while a technician glides about underneath in a bucket chair on rails – dubbed the “Star Wars” seat – adjusting camber, toe, and caster. This station alone holds a dozen patents, and many of the processes used throughout the plant will probably make their way into Honda’s mass production facilities. Finally, the car is ready to have its underbody panels installed, which will not only protect its undercarriage, but help with aerodynamic efficiency.

The finished car takes its first breath and roars to life on a four-wheel chassis dynamometer, testing the brake system at 55 mph, and the engine at wide open throttle. From there, it rolls under its own steam into a glass-walled light booth, which will inspect the paint quality under a variety of light sources and intensities. At the same time, the car is bouncing around on a four-post shaker, which will reveal any suspension or component rattles.
Although Acura can build up to 10 cars per day here, each NSX is now built to order. Customers can order the colour and interior packages they want and choose between a variety of brake systems – from $700 red calipers all the way up to $10,000 carbon ceramic rotors.
Really excited about your brand-new NSX, and just can’t wait for delivery? A new owner can watch his baby come to life with a $1,500 plant tour that includes personally installing the Acura nameplate on its engine as the finishing touch.

You may also like





